什么是XEBEC 背孔刀&切削路径?

“ XEBEC 背孔刀&切削路径”是由专业毛刺处理刀以及定制加工程序(点群坐标数据)构成,提供毛刺处理自动化解决方案
等边高品质倒角或去除毛刺,可有效防止2次毛刺产生,实现高品质毛刺处理自动化。
XEBEC 背孔刀&切削路径的特点
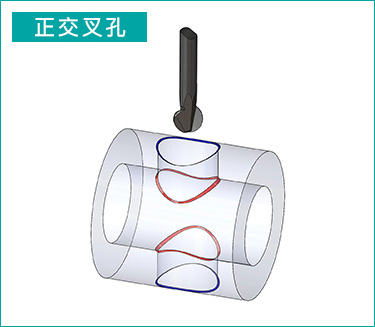
高品质 刀具循X,Y,Z坐标,绕圆的边缘切割,通过最佳切削深度进行加工,防止2次毛刺产生。 查看案例
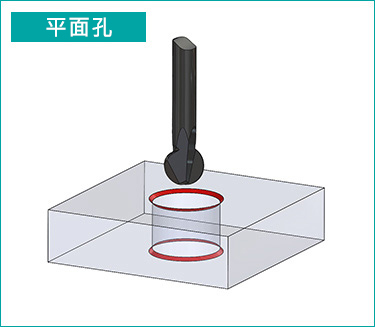
寿命长 让刀具切削点一直变换,刀具切削刃便可得到充分利用,增加了使用寿命。 查看案例
超高速加工 一笔操作,用时只需弹簧式毛刺处理刀具的 1/5~1/10。 查看案例

无需手工操作就可实现高品质处理!
虽使用了弹簧式的毛刺处理工具,但有些部位还是产生了2次毛刺,依然需借助手工处理。
导入XEBEC的背孔刀&路径后。有效防止了2次毛刺的产生,且保证了加工幅度的均一性。
完全实现了自动化。因帮助客户制作了程序路径,可立即进行测试以及切换,表面处理的很完美而得到客户的好评。
![]()

削减了毛刺处理工具的成本!
自动伸缩式毛刺工具虽然实现了自动化处理,但为工具的单价以及使用寿命感到困扰。
在展会上了解到XEBEC的背孔刀&路径,且因单价更低而进行了尝试。
程序的特长是刀刃可以均一处理任何部位,实际使用后实现了一把刀即可处理20000孔。
最后不仅工具单价降低,且使用寿命长,节省了40%的成本。
![]()

缩短了工作周期,增加了产量!
1个孔内有3个不同形状和尺寸的孔,而ATC里没有多余的处理空间,不得不借助手工处理。
随着生产数量的增加,借助手工操作无法满足要求,因此开始考虑使用毛刺处理的专用机器。
自从导入XEBEC的背孔刀&路径后,同时解决了多种问题。由于一把背孔刀就可以对应各类孔的处理,解决了工具数量不够的问题,也实现了完全机内化的毛刺处理。
另外,由于直接接触边缘,一笔即可处理完成,整体机内处理时间比预期缩短了30%,满足了增产的需求。
![]()
高品质 刀具循X,Y,Z坐标,绕圆的边缘切割,通过最佳切削深度进行加工,防止2次毛刺产生。 查看案例
寿命长 让刀具切削点一直变换,刀具切削刃便可得到充分利用,增加了使用寿命。 查看案例
超高速加工 一笔操作,用时只需弹簧式毛刺处理刀具的 1/5~1/10。 查看案例
无需手工操作就可实现高品质处理!
虽使用了弹簧式的毛刺处理工具,但有些部位还是产生了2次毛刺,依然需借助手工处理。
导入XEBEC的背孔刀&路径后。有效防止了2次毛刺的产生,且保证了加工幅度的均一性。
完全实现了自动化。因帮助客户制作了程序路径,可立即进行测试以及切换,表面处理的很完美而得到客户的好评。
![]()
削减了毛刺处理工具的成本!
自动伸缩式毛刺工具虽然实现了自动化处理,但为工具的单价以及使用寿命感到困扰。
在展会上了解到XEBEC的背孔刀&路径,且因单价更低而进行了尝试。
程序的特长是刀刃可以均一处理任何部位,实际使用后实现了一把刀即可处理20000孔。
最后不仅工具单价降低,且使用寿命长,节省了40%的成本。
![]()
缩短了工作周期,增加了产量!
1个孔内有3个不同形状和尺寸的孔,而ATC里没有多余的处理空间,不得不借助手工处理。
随着生产数量的增加,借助手工操作无法满足要求,因此开始考虑使用毛刺处理的专用机器。
自从导入XEBEC的背孔刀&路径后,同时解决了多种问题。由于一把背孔刀就可以对应各类孔的处理,解决了工具数量不够的问题,也实现了完全机内化的毛刺处理。
另外,由于直接接触边缘,一笔即可处理完成,整体机内处理时间比预期缩短了30%,满足了增产的需求。
![]()


适用于孔边缘去毛刺的
最佳专用刀具
可发挥最大性能!
-
超微粒子超硬合金
精锐工艺,实现超长寿命。
-
AITiCrN镀层
耐热性高,铝等非铁金属,
以及钛合金制品等难切削材料均可应对。 -
弧度刀刃
防止2次毛刺产生。
可应对Φ1mm以上孔,产品规格丰富
孔边缘毛刺检测后,为您推荐最佳刀具。
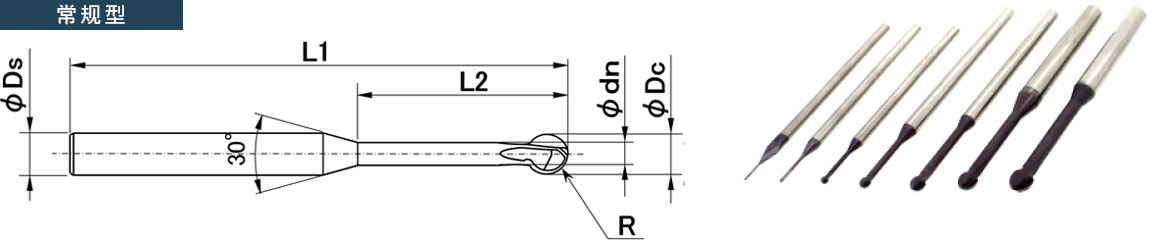
| 产品型号 | 刀刃半径R (mm) |
刀刃直径ΦDc (mm) |
切削部直径Φdn (mm) |
颈部长度L2 (mm) |
全长L1 (mm) |
刀柄直径Ds (mm) |
|---|---|---|---|---|---|---|
| XC-08-A | 0.4 | 0.8 | 0.48 | 5 | 60 | 3 |
| XC-13-A | 0.65 | 1.3 | 0.78 | 8 | 60 | 3 |
| XC-18-A | 0.9 | 1.8 | 1.1 | 10 | 60 | 3 |
| XC-23-A | 1.15 | 2.3 | 1.4 | 12.5 | 70 | 3 |
| XC-28-A | 1.4 | 2.8 | 1.7 | 15 | 70 | 4 |
| XC-33-A | 1.65 | 3.3 | 2 | 17.5 | 70 | 4 |
| XC-38-A | 1.9 | 3.8 | 2.4 | 20 | 70 | 4 |
| XC-48-A | 2.4 | 4.8 | 3 | 25 | 70 | 6 |
| XC-58-A | 2.9 | 5.8 | 3.5 | 30 | 70 | 6 |
| XC-78-A | 3.9 | 7.8 | 4.7 | 40 | 100 | 8 |
| XC-98-A | 4.9 | 9.8 | 5.9 | 50 | 120 | 10 |
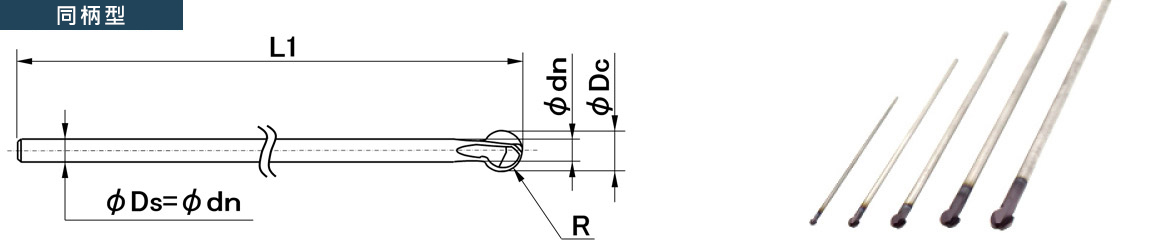
| 产品型号 | 刀刃半径R (mm) |
刀刃直径ΦDc (mm) |
切削部直径Φdn (mm) |
颈部长度L2 (mm) |
全长L1 (mm) |
刀柄直径Ds (mm) |
|---|---|---|---|---|---|---|
| XC-18-B | 0.9 | 1.8 | 1.1 | - | 50 | 1.1 |
| XC-23-B | 1.15 | 2.3 | 1.4 | - | 60 | 1.4 |
| XC-28-B | 1.4 | 2.8 | 1.7 | - | 70 | 1.7 |
| XC-33-B | 1.65 | 3.3 | 2 | - | 80 | 2 |
| XC-38-B | 1.9 | 2.8 | 2.4 | - | 85 | 2.4 |
| XC-48-B | 2.4 | 4.8 | 3 | - | 105 | 3 |
| XC-58-B | 2.9 | 5.8 | 3.5 | - | 120 | 3.5 |
| XC-78-B | 3.9 | 7.8 | 4.7 | - | 150 | 4.7 |
| XC-98-B | 4.9 | 9.8 | 5.9 | - | 180 | 5.9 |
孔边缘毛刺改善成功案例!
-
行业类别
汽车部件
(凸轮轴油孔)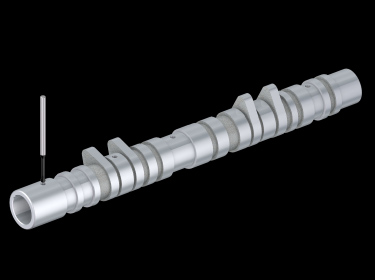
-
探讨契机
尝试使用刷类工具但无法完全去除毛刺,需要借助人工再次处理
改善前毛刺处理方法
尼龙毛刷+手工作业
改善结果
品质稳定,大大削减手工作业
刀具寿命
35,000孔
客户口碑
最初试用过倒角工具,但无法完全去除毛刺。使用此背孔刀,提升了产品品质的同时也实现了工程的自动化。
-
材质
FCD
XEBEC切削路径
交叉孔Φ8 X φ3
-
行业类别
汽车传动装置部件
(滑轮油孔)
-
探讨契机
内部毛刺处理是生产的瓶颈工序,希望缩短时间周期
改善前毛刺处理方法
背部毛刺处理工具(开口销型)
改善结果
加工时间减少为原来的1/3,且寿命增加,降低了工具成本。
刀具寿命
20,000孔
客户口碑
改善了瓶颈工序,大幅度提升了生产力。根据孔的形状而设计的切削路径,导入门槛低。其他相关产品也考虑使用。
-
材质
SCM
XEBEC切削路径
交叉孔10.5 X 6
-
行业类别
汽车传动装置部件
(减速装置油孔)
-
探讨契机
零件增产,需要缩短生产周期
改善前毛边处理方法
XEBEC交叉孔研磨刷
改善结果
缩短了生产周期且延长了工具使用寿命
刀具寿命
22,000孔
客户口碑
使用以前的方法也能去除毛刺,但使用现在的处理方法无需返回第1道加工工序、减少了因更换工具而中途停止的过程、延长了使用寿命、大大缩短了整体的加工时间,非常适用于产品增产。
-
材质
SCM
XEBEC切削路径
交叉孔5.5 X 3
-
行业类别
汽车传动装置部件
(输入轴油孔)
-
探讨契机
包括检查工序在内毛刺处理相关工序较多,试图寻找改善方法。
改善前毛边处理方法
钻头+铰刀,毛刷等
改善结果
一步工序即可处理干净,缩短了加工时间的同时减少了工具使用次数,实现了检查工程的简约化。
刀具寿命
15,000孔
客户口碑
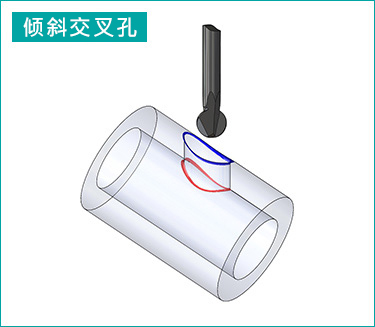
因为存在斜孔,现有的工具中没有应对的去毛刺工具,也多次尝试使用过钻刀、铰刀以及毛刷等原始方式来解决。现在在开孔后直接插入背孔刀就可以完成毛刺处理。因此我们迅速推展工作,订购了多种切削路径。
-
材质
SCM
XEBEC切削路径
交叉孔3 X 2
-
行业类别
汽车传动装置部件
(输出轴油孔)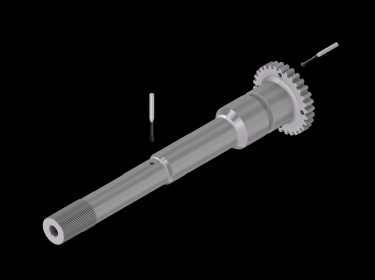
-
探讨契机
为了更稳定的进行毛刺处理以及缩短工作周期。
改善前毛边处理方法
背部毛刺处理工具、钻头、铰刀。
改善结果
毛刺处理稳定,提升了生产率
刀具寿命
20,000孔
客户口碑
其他工作太多,一直没有着手考虑毛刺处理的问题。但是因为有了这个产品,无需花费程序制作时间,实现了短时间导入的可能。
-
材质
SCM420
XEBEC切削路径
交叉孔Φ12 X φ3
-
行业类别
汽车发动机部件
(喷油器体油孔)
-
探讨契机
由于设计的变更,交叉孔附近多了一层立面,以前未曾找到可对应此处的毛刺处理工具
改善前毛刺处理方法
新规格部件,未使用过工具处理
改善结果
ー
刀具寿命
10,000孔
客户口碑
依照图纸要求的倒角量是很难完成的,但仍然处理得非常完美。即使在立面附近,也能够无干涉完全去除毛刺。如再遇到其他难处理的工件还会选择使用此款产品。
-
材质
铁制品
XEBEC切削路径
交叉孔Φ8 X φ3
-
行业类别
液压部件
(液压块交叉孔)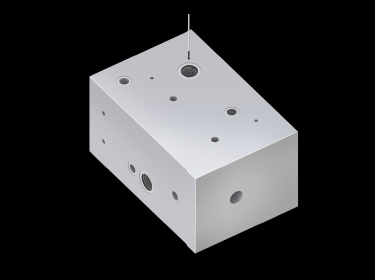
-
探讨契机
由于品质要求的提升,对处理毛刺更加严格,出现了一些需要去毛刺的部位
改善前毛刺处理方法
为了控制毛刺大小,钻头更换频繁
改善结果
曾经人工费每年1000万日元,现在即使没有操作人员也可解决问题。边缘品质完美均一,达成既定要求。
刀具寿命
13,000孔
客户口碑
不需要再频繁更换钻头。且即使增加了新的工序,只要购入路径程序即可,背部毛刺问题的困扰也消除了。
-
材质
ADC
XEBEC切削路径
交叉孔Φ5 X φ3
-
行业类别
汽车部件
(气缸盖主通孔)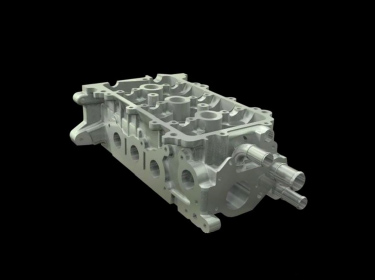
-
探讨契机
曾经使用的方式不能很好的进行毛刺处理,需要再次借助手工作业。因此开始寻找更好的解决方式
改善前毛刺处理方法
尼龙毛刷
改善结果
残留的毛刺全部解决,提升了生产率。
刀具寿命
20,000孔(1300台份)
客户口碑
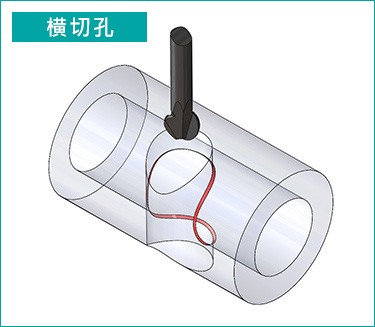
虽然是很复杂的交叉型,经提供的程序测试后,毛刺完全去除。无需手工作业过程,实现了工程的自动化。
-
材质
ADC
XEBEC切削路径
交叉孔Φ11 X φ8
-
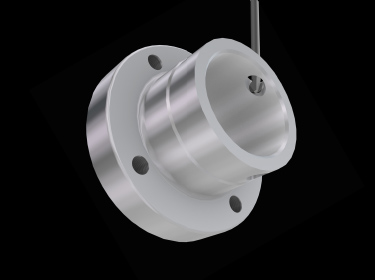
行业类别
一般机械部件
-
探讨契机
曾经咨询过其他公司的刀具,但需要自己编制程序。我们希望找到能够编程的公司。
改善前毛刺处理方法
类似的球状刀具
尼龙毛刷改善结果
节省了程序制作的时间
刀具寿命
20,000孔(上下共4000边缘份)
客户口碑
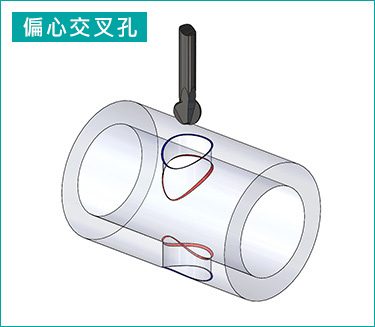
由于偏心交叉孔的工件在不断增加,编制程序所需的时间就随之增加。但此款产品,直接节省了程序制作的时间。
-
材质
黄铜
XEBEC切削路径
交叉孔φ25 X φ4
孔边缘毛刺改善成功案例!



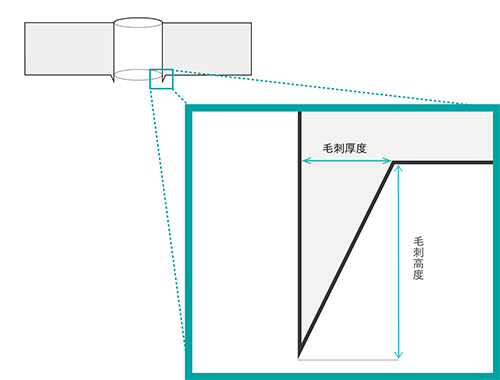
常见问题
・约Φ1的孔:毛刺厚度0.03~0.007mm左右(XC-08-A使用时)
・约Φ6的孔:毛刺厚度0.1~0.2mm左右(XC-58-A使用时)
以上为参考标准
※背孔刀用的路径为了保证加工范围 (倒角处理时斜面宽度)处理的均一性,可能按照毛刺的位置而稍作变化。
取决于物体的硬度,基本可应对处理。公司内部测试成功。
但接触大型挤压毛刺有可能导致刀刃缺损,所以建议尽量控制毛刺大小,从而延长工具使用寿命。
针对个别路径,本公司不予修正。
但客户可根据提供的工作路径坐标数据而自行编辑。
例)使用增量式点群数据,更改起点
编辑绝对式点群数据,根据机械环境做相关调整
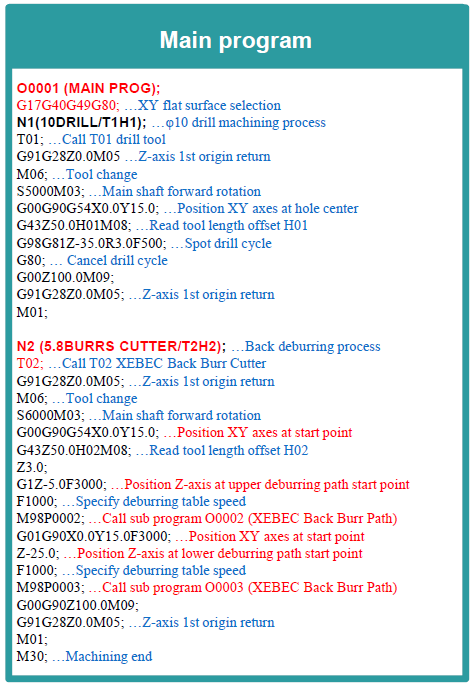

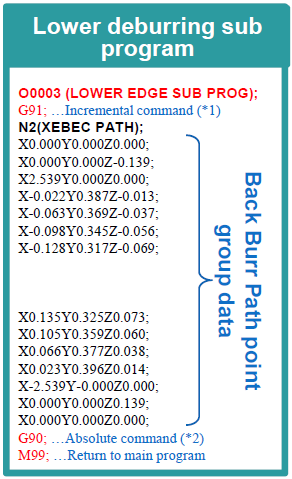
*1 本例为使用XEBEC背刀路径增量式指令点群数据的案例,在呼出背孔刀程序之前,执行增量式指令。不包含在所提供的文件夹内。
*2 在呼出主程序之前,执行绝对式指令。不包含在所提供的文件夹内。
可进行特别定制,请咨询技术支持部门。
XEBEC背孔刀路径是根据我司刀具规格及形状编制,其他公司的刀具无法使用。
可以。但建议与本公司的路径程序并用,以保证发挥品质及寿命的最优效果。
